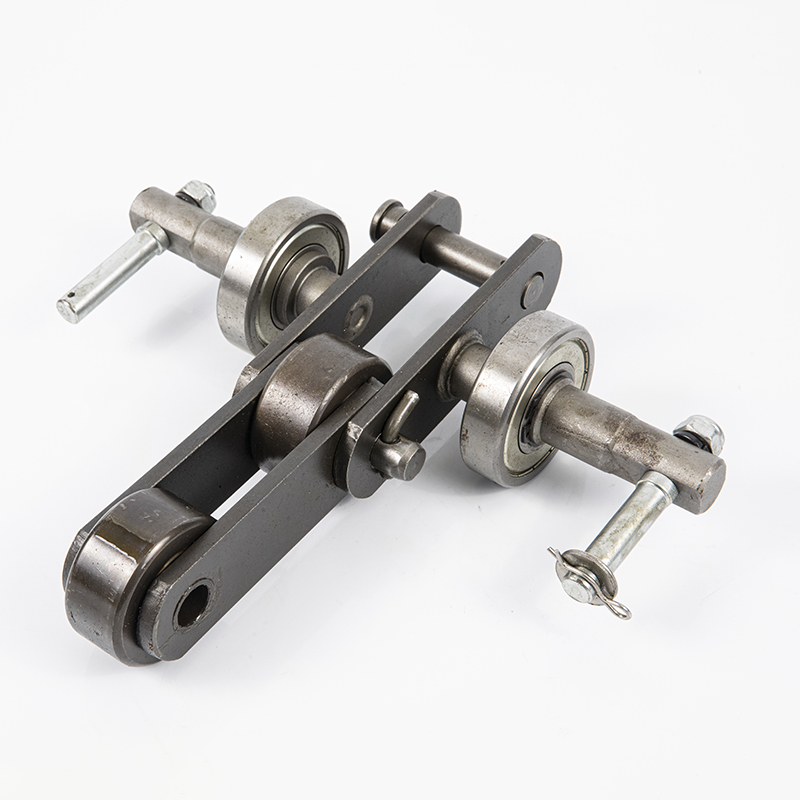
Кол кап өндүрүш линиясы үчүн бир роликтүү конвейер чынжыры

Ташуу чынжыры берүү чынжыры менен бирдей. Тактык менен ташуучу чынжыр ошондой эле бир катар подшипниктерден турат, алар чынжыр пластинасы менен чектөө менен бекитилет жана бири-биринин ортосундагы позициялык байланыш абдан так.
Ар бир подшипник чынжырдын роликтери айланган төөнөгүчтөн жана жеңден турат. Төөнөгүч да, жең да беттик катуулануудан өтөт, бул шарнир муундарын жогорку басым астында иштетүүгө мүмкүндүк берет жана роликтер тарабынан берилген жүк басымына жана туташуу учурундагы соккуга туруштук бере алат. Ар кандай бекемдиктеги конвейер чынжырларынын бир катар ар кандай чынжыр кадамдары бар: чынжыр кадамы жылдызча тиштеринин бекемдик талаптарына жана чынжыр пластинасынын жана жалпы чынжырдын катуулук талаптарына жараша болот. Зарыл болсо, аны бекемдөөгө болот. Жең номиналдык чынжыр кадамынан ашып кетиши мүмкүн, бирок жеңди алып салуу үчүн тиштүү дөңгөлөктүн тиштеринде боштук болушу керек.
Көйгөйлөрдү чечүү:
Конвейер тасмасынын четтөөсү конвейер тасмасы иштеп жатканда кеңири таралган кемчиликтердин бири болуп саналат. Четтөөнүн көптөгөн себептери бар, негизги себеби - орнотуунун тактыгынын төмөндүгү жана күнүмдүк техникалык тейлөөнүн начардыгы. Орнотуу процессинде конвейер тасмасынын четтетилбешин же бир аз четтетилбешин камсыз кылуу үчүн баш жана куйрук роликтери жана ортоңку роликтер мүмкүн болушунча бир борбордук сызыкта жана бири-бирине параллель болушу керек.
Мындан тышкары, боонун муундары туура болушу керек жана эки тараптын периметрлери бирдей болушу керек.
Колдонуу учурунда, эгерде четтөө болсо, анын себебин аныктоо жана түзөтүүлөрдү киргизүү үчүн төмөнкү текшерүүлөрдү жүргүзүү керек. Конвейер лентасынын четтөөсүн тез-тез текшерип турган бөлүктөр жана дарылоо ыкмалары:
(1) Роликтин горизонталдуу борбордук сызыгы менен лента конвейеринин узунунан кеткен борбордук сызыгынын ортосундагы туура эместикти текшериңиз. Эгерде дал келбестик мааниси 3 ммден ашса, аны тууралоо үчүн ролик топтомунун эки тарабындагы узун орнотуу тешиктерин колдонуу керек. Конвейер лентасынын кайсы тарабы кыйшайып тургандыгы, ролик тобунун кайсы тарабы конвейер лентасынын багыты боюнча алдыга жылгандыгы же экинчи тарабы артка жылгандыгы өзгөчө ыкма болуп саналат.
(2) Башкы жана куйрук рамасынын подшипник отургучунун эки тегиздигинин четтөө маанисин текшериңиз. Эгерде эки тегиздиктин четтөөсү 1 ммден чоң болсо, эки тегиздик бир тегиздикте туураланышы керек. Башкы роликти жөндөө ыкмасы: эгерде конвейердик тасма роликтин оң жагына четтесе, роликтин оң жагындагы подшипник отургучу алдыга же сол подшипник отургучу артка жылышы керек; барабандын сол жагындагы подшипник отургучу алдыга же оң жагындагы подшипник отургучу артка жылышы керек. Куйрук роликти жөндөө ыкмасы баш роликтин тескерисинче.
(3) Конвейер тасмасындагы материалдын абалын текшериңиз. Эгерде материал конвейер тасмасынын кесилишинде борборлоштурулбаса, конвейер тасмасынын четтеп кетишине алып келет. Эгерде материал оңго четтеп кетсе, тасма солго четтеп кетет жана тескерисинче. Колдонуу учурунда материал мүмкүн болушунча борборлоштурулушу керек. Мындай конвейер тасмасынын четтеп кетишин азайтуу же болтурбоо үчүн, материалдын багытын жана абалын өзгөртүү үчүн тосмо плитасын кошсо болот.